ヤケ(焼け・黒点)
ヤケとは

【原因と対策】
ヤケの発生は様々な原因が考えられますが、発生の状況により主に大きく以下の2つに分ける事ができ、原因や対策もそれぞれ異なった内容になります。
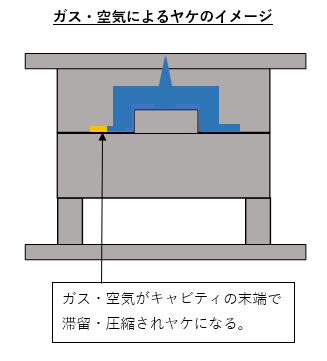
【原因①】空気やガスによる影響(ガス焼け)
キャビティ(製品)末端などに樹脂の流れが悪い箇所がある際、ここに金型内の空気や、成形材料から発生するガスが滞留・圧縮されることで、付近の樹脂が高温化しヤケが発生します。
【対策①】
- 空気やガスを排気するためのエアベント(ガスベント)を設ける。
- 空気やガスの圧縮を緩和する目的で射出速度や射出圧力を下げる。
【原因②】温度や内部構造による影響
成形機のシリンダーやノズル、ホットランナー内部の温度が高すぎる、または滞留時間が長い(内部に滞留箇所がある場合も同様)といった場合にもヤケが発生します。
【対策②】
対策は材料や製品サイズによって異なりますので、考えられる可能性を記載します。
- 成形温度を下げる(適切に温度管理出来ているかも確認)。
- 各部分に樹脂の滞留箇所となる構造が無いかを見直す。
- 成形サイクルや、適切な成形機のサイズ選定かを見直す(製品サイズに対し樹脂の滞留時間が長すぎる場合)。
- ノズルのゲートや流路サイズを見直す(せん断発熱によるヤケの場合)。
見た目で分かるヤケの要因
ヤケの発生原因は材料や成形環境等によって様々ですが、成形品に発生している箇所によっては原因を絞り込む事も可能です。
【ゲート付近で発生している場合】
ゲート付近でヤケは射出速度、せん断熱によって急激に成形温度が上昇し、ヤケが発生する事があります。
ゲート径や流路が狭い事でヤケが発生する事もあります。
【成形品全体に発生している場合】
成形機内部のシリンダー温度が高い、あるいは滞留時間が長くヤケた材料が成形品側に流れてしまっている。
ホットランナーの場合も同様の現象がある為、成形温度・ノズル温度を下げることでヤケの発生を抑制することができます。
【リブ付近で発生している場合】
リブ付近でヤケが発生している場合は、ガスベント加工が不十分あるいは、詰まっている事が要因として挙げられます。
監修:フィーサ株式会社 本社営業部


