射出成形とは

はじめに
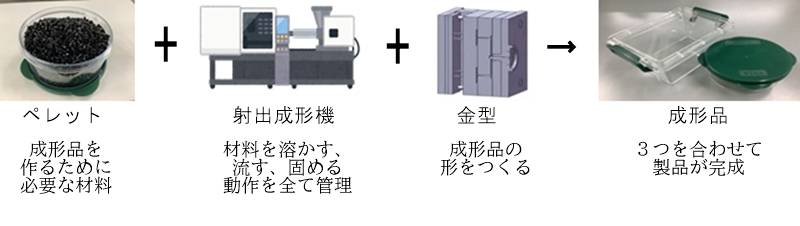
プラスチック製品の多くは「射出成形」という方法で作られています。
この射出成形を行う中心的な設備が 射出成形機 です。
射出成形機は、 樹脂を溶かし、金型に高圧で流し込み、冷やして固めるための専用機械です。
この機械が、 スマホケース、家電部品、自動車内装、精密ギアなど、 私たちの身の回りのプラスチック製品を生み出しています。
射出成形機の役割を理解すると、 射出成形という加工方法が ”なぜ大量生産に向いているのか” が見えてきます。
ここからは、射出成形の仕組みや工程、メリット・デメリットを 初心者にもわかりやすく、技術者にも役立つ深さで解説します。
射出成形のプロセスは「5つのステップ」でできている
射出成形は、次のような工程を繰り返すことで、高い生産性を発揮します。
- 型閉じ・型締め
金型を閉じ、樹脂が漏れないように高圧で固定。
この圧力が不足すると「バリ」が発生します。 - 射出・保圧
スクリューで溶融樹脂を前方へ押し出し、金型内に充填。
充填後は保圧をかけて、冷却時の収縮による「ヒケ・反り」を抑制します。
成形用語集 「ヒケとは」 - 冷却
金型は成形機側より温度が低い為、樹脂は冷えて固化。
冷却時間はサイクルタイムの大部分を占め、生産性に直結します。 - 計量・背圧
次のショットに向けて樹脂をスクリュー前方にためる工程。
背圧は樹脂の密度・混錬性に影響し、外観品質を左右します。
成形用語集 「背圧とは」 - 型開き・取り出し
金型を開き、製品を取り出す。
このサイクルが繰り返され、安定した生産が可能になります。
このサイクルが繰り返され、安定した生産が可能になります。
射出成形のメリットとデメリット
◇メリット
- 大量生産に強い:条件が安定すれば24時間自動運転が可能
- 複雑形状に対応:薄肉、微細形状、アンダーカットも金型設計で実現
- 寸法精度が高い:精密部品にも使われる
◆デメリット
- 金型費が高い:初期投資が大きい
- サイズ制約:成形機の型締力、金型サイズに依存
- 条件出しが難しい:温度、圧力、時間の最適化が必要
射出成形の種類
インサート成形
金属部品などを金型にセットし、樹脂で一体化
→コネクター、モーター部品などで活用
成形用語集 「インサート成形とは」
ガスアシスト成形
樹脂充填後に窒素ガスを注入し、中空構造を形成
→軽量化、ヒケ抑制に有効
2色成形
異なる樹脂を一つの製品に成形
→意匠性(見た目の価値を高めるデザイン性)、機能性の向上 例:家電の透明窓+本体
射出成形が選ばれる理由
─金型という大きな投資が”量産メリット”を生むから
金型は確かに高額で、デメリットにも見えます。
しかし一度つくれば、
- 1ショット数十秒で生産
- 自動化しやすく人件費がほぼ不要
- 1個あたりの製造コストが極端に低い
という圧倒的な量産効率を生みます。
つまり、
金型=デメリットではなく、大量生産のための”必要投資”
だからこそ射出成形が選ばれます。
射出成形のよくある不良と原因
- ヒケ:保圧不足・肉厚過多
- 反り:冷却ムラ・繊維配向(樹脂の中に入っているガラス繊維やフィラーが、流れる方向に揃って並ぶ現象のこと)
- バリ:型締力不足・金型劣化
- ショートショット:樹脂温度不足・流動性不足
まとめ
射出成形は
- 高い生産性
- 高精度
- 多様な応用性
を兼ね備えた、プラスチック加工の中心技術です。